公司名称:上海镍基重工有限公司
公司地址:常州市武进区潘家工业园建设路22号
联 系 人:诸葛林健
电话号码:021-50857494
手机号码:13301875123
公司传真:021-50857595
电子邮箱:254249513@qq.com
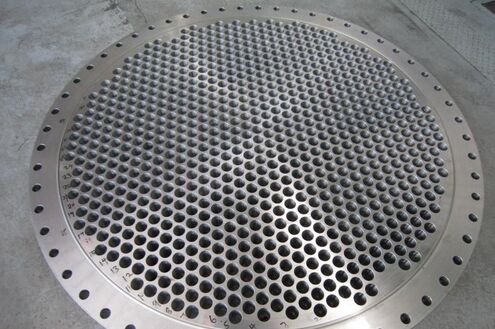
![管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]](/upLoad/slide/month_1405/2014050516523914.png "管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]")
影响扰性薄管板的应力分布的因素主要有管板厚度、换热管的中心距、转角处的结构设计、管板转角半径、挠性薄管板高温侧及换热管热防护等。
对于挠性薄管板厚度的计算至今尚无统一的计算公式,其主要是影响管板强度的因素较多,除了压力、温度、设备直径等,还有两个决定性因素:
第一是管板上孔桥的大小。一般情况下,孔桥越大,管板厚度随之增加,反之则减小,这主要是换热管弹性支撑作用影响的结果;
第二是管程和壳程间温差的大小。二者是相互矛盾的。增加管板厚度,会降低孔桥处的应力,但管板转角处的应力却增大了。
随着换热管中心距增大,挠性薄管板各处的应力强度值均随之增大。这主要是随着换热管的管间距增大,周围不布管区域缩小,管束对管板的弹性支撑范围加大,相应的约束也增大,在温差载荷的作用下,使得管板整体受到的弯曲应力加大。
转角处的设计中,在管板与壳体连接转角处增加了一个挠性环或叉形结构,作用相当于设置了一个波形膨胀节,使得管板与壳体连接周边有较大的柔性,改善管板的受力情况,主要依据是应力分析结果表明,普通的挠性薄管板与壳体连接转角处的应力强度值最高。
锅炉管板开裂原因分析及处理
1 概况
1994年3月9日,我市某厂一台KZL-13型锅炉运行中发现炉前右上角外保铁皮接缝处有蒸汽喷出,司炉职员立即停炉,拆开保温层发现有一道穿透性裂纹,管板没有明显塑性变形。
锅筒内检查,主裂纹起始于角板拉撑与管板连接的角焊缝根部。该道焊缝表面质量差,边沿存在1mm左右的连续性咬边缺陷。割往这块角板撑,打磨处理后进行表面探伤,结果表明,主裂纹基本上沿着焊缝发展,并超出角板拉撑向下穿过管板拼缝,总长达220mm。主裂纹上端有三条近似平行的细裂纹,下端有五条外形不规则的细裂纹。使用LS-3型裂纹测深仪丈量,裂纹深度在2~16mm不等。见图1(照片)、图2、图3。
2 原因分析
查资料,该炉已运行十二年,工作压力在1MPa以下变化。锅筒内径1600mm,管板材料16Mng,角板拉撑材料16Mn,管板与角板拉撑连接是未开坡口的双面角焊缝。
在裂纹四周取3个点,阔别裂纹的管板外表面取1个点作金相复膜检查,裂纹边沿金属组织未见脱碳,与阔别裂纹处金属组织及形貌皆相同,均为铁素体+珠光体,因此可以排除材质原因和苛性脆化,为修复提供了依据。金相取点位置见图3,图象显示
剖开裂纹,主裂纹断面沿管板厚度方向分为三个区域。第一,裂纹以咬边沟槽开始,第二,断面中部能看到明显门路状变化区,第三,断面外边沿区表面粗糙,是最后撕裂区域。由此可判定这是一起较为典型的疲惫裂纹事故。
焊缝严重咬边是产生裂纹的主要原因,它一方面削弱了管板强度,另一方面造成了应力集中。就在此高应力处形成裂纹源。其次,锅壳、管板、烟管受热膨胀各不相同,刚性很大的角板拉撑型式加剧了变形的不协调,形成高应力区。第三,负荷的不均衡,起停频繁,在交变应力作用下加剧了裂纹的发展。第四,主裂纹两真个数条小裂纹,是由于上端靠近管板扳边部位,而下端本来应力就最为集中,加上靠近管板拼缝,各种应力在此叠加。
3 修复方法
由于裂纹较长且穿过管板拼缝,并在主裂纹两端产生数条细小裂纹,不宜采用补焊方法,只能挖补。
根据《蒸汽锅炉安全技术监察规程》规定,补板应是规则外形且四个角应与半径不小于100mm的圆角,结合实际情况以为,采用图5所示外形补板是比较合适的。在管板上划线,切割出补板外形,用角向砂轮磨出X型坡口,角度为30°,补板采用相同材料,也加工出坡口。组装时用角钢临时固定,采用多层多道对称焊接,焊前预热,焊后热处理,并进行100%射线探伤。为了避免补板受到角板拉撑的影响,未在原位置重新焊角板拉撑,而是在距补板两侧焊缝约800mm处各安装一根圆杆斜拉撑,基本上可让开补板的热影响区。经强度计算,可恢复原有额定工作压力。管板挖补后,该部位至今未发现异常。