�Ͻ�ֹ��ŵ����
�Ͻ���Ǹֹܰ�����������(Ҳ���Dz���)������ģ�����˼����ǺϽ����Ĺ���;������Ǹֹܰ�����������(�з���)������ģ���������ܵľ����з�ܣ�����ֱ�캸�ܺ������ܡ�
�ֹܿ���100%���գ����ϻ��������ܡ���Լ��Դ�Ĺ���ս�ԣ��������߹��������ѹ�Ͻ�ܵ�Ӧ������Ŀǰ�ҹ��Ͻ��������ռ�ֲ������ı��ؽ�Ϊ������ҵ�һ�룬�Ͻ��ʹ����������Ϊ��ҵ��չ�ṩ�������Ŀռ䡣�����й��ظ�Э��Ͻ�ֻܷ�ר������о���δ���ҹ���ѹ�Ͻ�ܳ��ĵ�������������ɴ�10-12%��
�Ͻ������ܵĹ�ϵ�������� �Ͻ���Ǹֹܰ�����������(Ҳ���Dz���)������ģ�����˼����ǺϽ����Ĺ���;������Ǹֹܰ�����������(�з���)������ģ���������ܵľ����з�ܣ�����ֱ�캸�ܺ������ܡ�
�Ͻ�ܵIJ��ʴ����У�16-50Mn��27SiMn��40Cr��12-42CrMo 16Mn 12Cr1MoV T91 27SiMn 30CrMo 15CrMo 20G Cr9Mo 10CrMo910 15Mo3 15CrMoV 35CrMoV 45CrMo ��15CrMoG��12CrMoV��45Cr��50Cr��45CrNiMo�ȡ�
�ܰ��Զ������������ۡ����ǨR1.4�ܱں�������������ڹܱ� ���ԣ�������ͨ�������������������������������ܰ����ͷ���Ӵֲ����ֹ�벻������������������ײ������ף�ˮѹ����һ�κϸ��ʵ͡�
����������й©���⣬50%�����ǹ�ͷ�Ǻ���������⣬����ʯ����ҵ�ķ�չ��������ѹ����������Ҫ��Խ��Խ�ߣ��Թ�ͷ�����������Ҫ����ȷ��ͷ����ʹ���Զ�����Ϊ���ҹ�˾����4̨��ɽ�����㹫˾�ͽ�����ܰ庸����Ϊ��������Բ�ͬ���ϡ���ֱͬ������ͬ�¿���ʽ��չ���鹤��������90����ɹ������õ������任�豸�ϰ��������������ѹ������������������������10�����ڸ��ֶ��ӽ����п��飬�õ��û���ȫ��Ŀ϶����ҹ�˾����ȫ���ƹ��Զ��ܰ塣
һ��ͬ�¿���ʽ
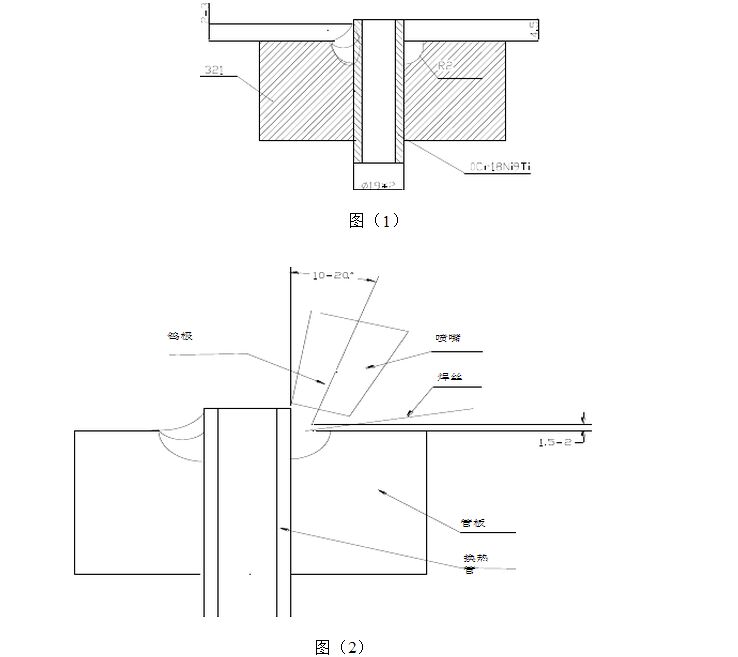
1. ���ӹܰ�U���¿� �ܰ�U���¿ڣ��¿�������ۺϺú����������࣬Ҫȥ��ͷ������Χ���������Ҫ������ŵ���U���¿ڸ����������ۺ����ã���ͷ��ʽ��ͼ
ʩ��ʱ��ǹ�뻻�ȹܽǶ���ͼ��2������˿���ټ�2-.3mm����˿λ�ô����ټ����·�����˿����ܰ��¿ڵײ�2-2.5 mm�� 2. �ܰ�V���¿ڣ� �ܰ�V���¿ڣ��¿��������U���¿ڱȽ�dz�������ۺϱȽ����ѣ��������������١�ʩ
��ʱ��ǹ�뻻�ȹܽǶ���ͼ��3������˿�����ټ�2-3mm����˿λ�ô����ټ����·�����˿����ܰ��¿ڵײ�2-3 mm��
������ʱע������
1. ��ǰԤ����ʱ�䣬�ͺ�ͣ��ʱ�䣬���ݲ�ͬ����ʱ���Dz�ͬ�ģ��ͺ�ͣ������ʱ������������
2. ����ʱ����ݹܰ��ȼ����ȹ�ֱ���ͱں�������ܰ���ȹ�ֱ���ܱں�Խ������ʱ��Խ����֮��̡�
3.��λ��һ����11���ӣ����ջ���12�ӡ�Ҳ�������������ڴ�������
4.��һ�㺸�ٱȵڶ����һЩ�������մ���ͷ�� �������������
![�ܰ�ӹ�|�ܰ�ӹ�����|��������ӹ���[�Ϻ������ع�]](/upLoad/slide/month_1405/2014050516523914.png "�ܰ�ӹ�|�ܰ�ӹ�����|��������ӹ���[�Ϻ������ع�]")