公司名称:上海镍基重工有限公司
公司地址:常州市武进区潘家工业园建设路22号
联 系 人:诸葛林健
电话号码:021-50857494
手机号码:13301875123
公司传真:021-50857595
电子邮箱:254249513@qq.com
![管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]](/upLoad/slide/month_1405/2014050516523914.png "管板加工|管板加工厂家|折流板钻孔加工厂[上海镍基重工]")
折流板是提高换热器工效的重要部件。传统换热器中最普遍应用的是弓型折流板, 由于存在流阻与压降大、有流动滞止死区、易结垢、传热的平均温差小、振动条件下容易失效等缺陷, 近年来逐渐被螺旋折流板所取代。理想的螺旋折流板应具有连续的螺旋曲面。由于加工困难, 目前所采用的螺旋折流板, 一般由若干个1/4的扇形平面板替代曲面相间连接, 形成近似的螺旋面。
在折流时, 流体处于近似螺旋流动状态。相比于弓形折流板, 在相同工况下, 这样的折流板( 被称为非连续型螺旋折流板) 可减少压降45%左右, 而总传热系数可提高20%~30%。在相同热负荷下, 可大大减小换热器尺寸[1]。
虽然非连续型螺旋折流板的加工技术比较成熟, 在石油化工行业也已得到推广应用,但仍存在诸多不足之处。例如, 扇形板连接处呈非光滑的锐角过渡, 对轴向运动的流体存在反压, 流体通过时的突然转向会造成能量损失,在螺旋角较大时能耗更严重; 相邻两片扇形板空间对接时, 必须附加角接板才能填补缝隙( 如图1), 既废工废料, 又增大了流体阻力。相比之下, 具有理想螺旋曲面的连续型螺旋折流板有着更好的传热与流动特性[2], 但在实际应用时必须首先解决其加工难题。梁旭琴与金跃等就有管束螺旋折流板的加工问题, 分别在文献[1,2] 中作了介绍。
经过反复试验, 笔者在为某公司开发的“利用渔船尾气余热的海水淡化设备”的加热器中, 成功制造并应用了一种无管束螺旋折流板。
1 结构与工艺方案
1.1 结构特点
采用连续型螺旋折流板,使加热尾气从进口到出口以螺旋流的方式冲刷壳体,在径向形成连续的速度梯度和径向湍流。既提高了传热工效,又降低了流阻。在不影响柴油机正常工况的情况下,可有效提高淡水产量。由于连续的螺旋流动,对于固体颗粒含量高的柴油机尾气,可有效减少颗粒沉积[3];在船体剧烈摇晃时,加热器仍能保持稳定的工态。如图2所示,加热器主要由壳体与折流板构成,折流板上没有管束穿过。
1.2 工艺方案
在一个导程内,折流板由两片螺旋板对接而成,相比于扇形板,明显减少了焊接接口数量;多片螺旋板连续对接后,就构成了一个完整的螺旋型折流板;经过表面修整后,与壳体焊接总成。每片螺旋板由二分之一椭圆形板在专用胎具上,经过板金加工与机加工而成型。
2 制造工艺
2.1 胎具制作
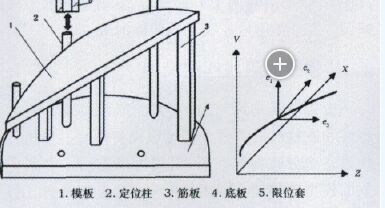
螺旋折流板的加工需要专用胎具, 如图3所示,包括钣金加工、切削加工与焊接加工胎具。在螺旋折流板的加工中, 胎具制作是技术难点。
本文所引用的螺旋面的生成母线在轴截面内,相应的胎具模板的螺旋面方程为:
式中,ξ(t)为母线上任一点在标架e3向的分量; "Ф为参数; p为螺旋常数, p=S/2 π; D为胎具模板投影圆直径: 对于机加工胎具, D=D0; 对于钣金加工胎具,D=D1, D1=D0+δ1, D0为壳体内径, δ1为加工余量, 取(8~10) mm。
在数控铣床上加工出胎具的螺旋面后, 采用膜贴法测出钣金加工胎具的螺旋面面积S1, 以此作为下料尺寸计算依据。
2.2 下料
(1) 下料尺寸计算 下料形状为1/2椭圆。设椭圆的投影圆直径为D2, 长半轴为a, 短半轴为b, 折流板的螺旋角为α(36°~40°) 则椭圆方程为:
已知S1,通过迭代运算或解微分方程, 首先求解D2, 再分别求解a和b。
(2) 下料根据椭圆参数 首先采用作图法制作样板, 再比照样板在厚度为1.5 mm的钢板上划线,然后用半自动切割机切割下料, 最后清除坯料表面毛刺。
2.3 成型
(1) 钣金加工 将坯料沿定位柱置于胎具模板上, 在固定上端两点之后进行钣金加工。当坯料完全贴紧模板时, 折流板螺旋面便形成。
(2) 铣削加工 由于变形的非均匀性, 钣金成型的螺旋板需要通过铣削加工而去除加工余量。将(4~6) 片螺旋板重叠之后, 固定在机加工胎具模板
上, 首先铣削加工直边, 再以直边为定位基准加工曲边。
2.4 焊接
为保证连接后螺旋面的连续性, 焊接加工也需要有专门胎具, 可在钣金胎具的定位柱上安装限位套( 如图3) 作为焊接胎具。焊接加工分为如下几个步骤:(1)逐次取两片螺旋板, 在胎具模板的中间部位进行点焊对接;(2) 将对接后螺旋板逐次进行点焊串接, 以构成一个完整的螺旋型折流板;(3) 对所有连接部位进行补焊强化; (4) 对焊缝与曲边进行修整后, 与壳体焊接总成。
3 结语
笔者在为北部湾某科技公司开发的海水淡化设备中, 应用了这种螺旋折流板。利用400马力的渔船柴油机尾气余热, 在3.5 m2加热面积上, 平均每小时可产淡水120 kg。本文所介绍的方法, 在石油、化工、能源等部门均有实用价值。